您好,临朐县德海机械设备厂网站欢迎您!
您好,临朐县德海机械设备厂网站欢迎您!
18663621388

2020-09-16
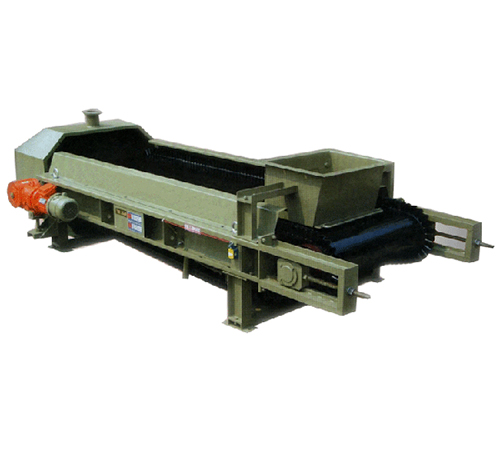
某矿厂高炉杂矿系统的自卸除铁器是初期生产的产品,由于初次设计,又没有结合生产工艺过程周全合理的选择控制方式,投产后,除铁器就一直不能达到生产的要求,经常发生不检或漏检的现象。在投产的8年时间里,就发生过堵塞中心喉管30多次,划损划坏皮带60多次,造成高炉停产近400h,损失生铁产量8万多吨,这严重地束缚了生产能力而且也额外地增加了生产成本,减低了生产效益。通过对运行中出现问题的分析,在原系统的基础上新进行了改进,取得了较好的作用。该除铁器的工艺控制过程如下:
改进后在设备方面增加了一台白灰器、停皮带联锁,并且在电控部件方面也有很大的变化;在工艺控制方面改变了原来那种使电磁吸盘长期得电,每天定期靠人工移动小车,并靠人工把附带吸起的矿石又重新铲回皮带的简单落后的工艺、实现了真实意义的自动控制。
按生产工艺要求,其改造后的工艺控制过程可分为三个阶段:
(1)检测加磁阶段:
正常情况下,皮带载着矿石不停地通过检测线圈,当矿石中夹杂着有害的金属铁块通过检测线圈时,信号检测线圈就会发出有铁块信号送到DPU中去,DPU就会根据倍号强弱进行采样判断,DPU控制电磁吸盘输出(使吸力能够把铁块吸上为止),当铁块随矿石通过吸盘下方时铁块就会被吸盘自动吸上,为保障铁块被稳定吸出,吸力都偏高,一部分高品位矿石也会附带吸上。
(2)自卸除铁器的走行除铁阶段:
完成系统的8s延迟时间后,小车得电,带动电磁吸盘沿行车轨道正向运行,当运行到中间(E2)处时,控制小车停止,微处理器控制吸盘吸力降低一半,使刚才附带吸起的矿石(较高品位只能达到65%)重新放下,落在木平台上,系统完成3s延迟时间后再启动走行小车继续前行,行至储铁仓上方时,由于小车碰撞(E3),吸盘和小车问时失电,铁块也因失去磁力自动掉入储铁仓中。延迟5s后反向启动走行小车,带动吸盘往皮带方向运行,行至中间E2处时,控制吸盘重新加满磁力,把刚才落在木平台上的矿石重新吸起,延迟控制返回皮带正上方,碰撞E1,切断小车和吸盘电源,吸盘上的矿石因失磁又重新装入皮带中。这时,整个除铁系统又进入待除铁状态。
(3)重复除铁阶段:
自卸除铁器上面的走行去铁阶段整体的运行时间大约需要35s,如整体除铁系统正运行在上面的除铁阶段之时、检测系统又突然的检测到了后一块危险铁块的信号,则DPU就会启动白灰器,在有铁块的地方打上白灰标记;启动联锁装置停止矿石皮带;还作声光报警,以提示工作人员,待人工取走铁块并复位后,皮带重新运行(此种情况发生频率较小不会影响正常上料)。

上一条: 悬挂永磁除铁器系统中微处理器的调整
下一条: 探秘计量螺旋秤之安装攻略