您好,临朐县德海机械设备厂网站欢迎您!
您好,临朐县德海机械设备厂网站欢迎您!
18663621388

2023-04-11
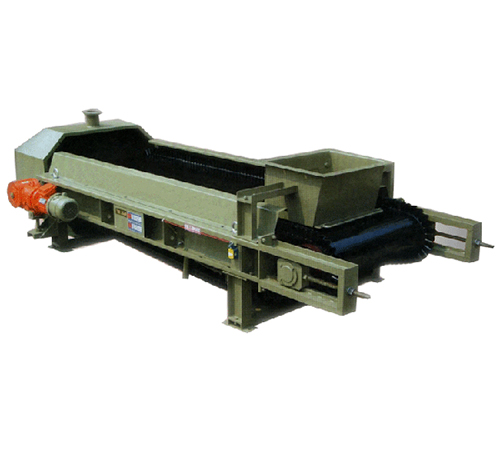
在使用电磁震动给料机时,有时会遇到一些问题,如给料量异常、稳定性差等故障,本文我们来了解下这些故障的原因并给出相应的处理措施,供大家参考如下:
一、给料量异常:
电磁振动给料机给料量出现异常时,可采用调节振幅、调节振动频率和调节料仓闸门的开度等方法。调节振幅在额定振幅范围内,通过转控电位器旋钮或输入自动控制信号可以直接调节振幅,从而无级地调节给料机的给料量。虽然改变振幅也可改变给料能力,但电磁振动给料机一般采用小振幅,若增加振幅会增大激振器的气隙,从而带来许多不良后果,如电流增大等;调节频率通过可控硅单相半波整流,供给电磁激振器大小可调的脉动直流电,调整振动频率。调谐是一种比较理想的调节给料能力的方法,但注意应使给料机处于临界状态;调节料仓闸门的开度通过调整料仓闸门开度来改变料层厚度,以达到调节给料量的目的。
二、给料机稳定性差分析:
给料机的给料能力与振动频率和振幅成正比关系,而只有当给料机的自振频率与的激振频率相等而发生共振时,料槽的振幅最大,但此时电磁震动给料机工作的稳定性很差。为使给料机既能稳定工作,又有较高工作效率,一般应将电磁振动给料机调整在亚共振区工作,即两频率之比为0=0.85~0.95。当低于此范围值时,料槽振幅较小,给料机的输送能力下降,能耗增加;而高于此范围值时(超临界状态),给料机的工作状态会不断恶化,最终不能进行正常工作。若电磁振动给料机不在亚共振区工作,则必须对弹性系统进行调谐。其一是调整给料机固有频率,可采取适当改变弹簧片数(截面积)或倾角以调整弹簧刚度k,改变给料机的部分质量(如料槽、衔铁质量,增加铁心、线圈、板簧、基座之类的质量)以改变折算质量。生产中一般采取调整弹簧刚度的措施,具体方法是松开检修螺杆,接通控制电源,逐步增加工作电流,观察振幅的指示值。当电流达到最大值、而振幅达不到最大值时,可把弹簧板组的顶紧螺丝稍做松动,此时如果电磁震动给料机振幅增大、工作电流下降,则说明弹簧刚度偏大,应减少簧片的块数以减少刚度。其二是通过变频器直接改变电磁铁的工作频率。


上一条: 自卸除铁器暂存的保护措施
下一条: 电磁振动给料机两故障的分析与处理