您好,临朐县德海机械设备厂网站欢迎您!
您好,临朐县德海机械设备厂网站欢迎您!
18663621388

2020-04-21
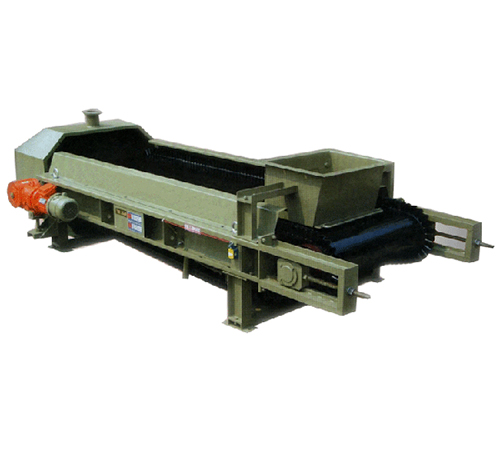
滚筒作为皮带给料机的重要构成部件,一旦损坏就影响了整体的作业流程,给生产造成了较大的损失,其替换时间较长(一般3-5h),维修及替换费用也相对较高。对此,给料机生产厂家对该问题进行了分析,并给出了相应解决措施:
一、造成滚筒窜轴的主要因素有:
1、滚筒紧定套没有锁紧。
其原因有:
(1)轴承质量问题。
(2)紧定套的部位滚筒轴研细。
(3)紧定套锁母锁到位以后,止挡垫片位置和紧定套开口对不上。
在维修过程中,常常会出现在一个开口处轴承游隙过大,锁紧螺母转至下一开口之时,轴承的游隙过小的情况。轴承的游隙大,紧定量不够,滚筒容易窜轴;轴承游隙小,滚筒运行过程中,轴承容易卡死,造成轴承损坏。因此,要检测轴承游隙,确认锁紧螺母的紧定量。
2、滚筒轮毂胀紧螺栓丢失、折断。
其原因是滚筒与轮毂的联接形式为涨套联接,轮轂胀紧螺栓有部分松动后,造成其他螺栓因受力不均而发生松动、丢失、断裂。
二、解决措施:
针对给料机滚筒以上两种窜轴情形,给料机生产厂家采取的解决方法是:
1、加强对滚筒的轴承、紧定套等备件采购的管理,保障备件质量。由于产品供货的厂家不同,轴承的游隙情况也略有出入。维修人员应调研各厂家备件的使用情况,保障滚筒维修所需备件的质量。
2、为了减低滚筒使用中窜轴的几率,在滚筒轴承座内侧加装防窜轴套。
3、对滚筒轴硏细部位,根据实际情况采取涂或热装轴套的方法进行修整,规避因轴研细而构成滚筒窜轴的可能。
4、为了规避滚筒维修过程之中出现的紧定套锁母锁到位以后,止挡垫片位置与紧定套开口对不上的状况,在衬套上面加工了两个开口。加工两个开口以后,锁紧螺母每转动20°就有开口可以固定锁块。
给料机生产厂家滚筒进行了上述方法后,滚筒现场使用寿命显明增加,减少了因为滚筒窜轴而造成的经济损失。

上一条: 金属除铁器抗电磁干扰因素分析
下一条: 声光报警器在变频调速秤中的应用